 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
土耳其语
Burrs are a common phenomenon in the laser cutting process, which are manifested in irregular metal parts such as various sharp corners and burrs at the transition of the workpiece surface. However, being common does not mean that the occurrence of burrs is acceptable, which directly affects the dimensional accuracy, shape and position accuracy and surface roughness of the workpiece, reduces product quality, and brings about subsequent inspection, assembly, performance and aesthetics. There are many problems, so you should try to avoid glitches.
Is the burr produced by laser cutting necessarily a quality problem of the cutting machine?
The burr is not caused by the quality problem of the laser cutting machine itself, but is caused by the wrong operation method of the operator or the maintenance and maintenance of the cutting machine is not in place.
In addition, there is another main cause of burrs, which is the auxiliary gas problem. During laser cutting, the laser beam irradiates the surface of the workpiece to generate a very high temperature, so that the surface of the workpiece is rapidly vaporized and evaporated, so as to achieve the purpose of cutting metal. The function of the auxiliary gas is to blow off the slag remaining on the surface of the workpiece after the workpiece is irradiated and vaporized by the laser beam. If this is not done, a layer of adhering burrs will form on the cut surface of the workpiece as the slag cools.
Common causes and solutions for burrs in laser cutting:
Reason 1: There is a deviation in the upper and lower positions of the laser beam focus generated by the laser cutting machine, resulting in that the energy is not precisely concentrated on the workpiece, and the workpiece is not fully vaporized, which increases the amount of slag produced, which is not easy to blow off, so that burrs are more likely to occur.
Solution: Adjust the position of the focus of the laser beam, and adjust it to the best state according to the offset position it produces.
Reason 2: The output power of the laser cutting machine is not enough to effectively vaporize the metal, resulting in excessive slag and burrs.
Solution: Check whether the laser cutting machine is working normally. If it is not normal, it needs to be repaired and maintained in time; if it is normal, it is also necessary to check whether the output value is correct.
Reason 3: The cutting line speed of the laser cutting machine is too slow, which destroys the surface quality of the cutting surface and produces burrs.
Solution: adjust and increase the cutting line speed in time to make it reach the normal value.
Reason 4: The purity of the auxiliary gas of the laser cutting machine does not meet the required standard, which will also cause burrs on the workpiece.
Solution: Replace the auxiliary gas with a higher purity.
Reason 5: The working time of the laser cutting machine is too long, which makes the equipment in an unstable working state, which will also lead to the generation of burrs.
Solution: Turn off the laser cutting machine, restart it after a period of time, and make it fully rest.
The reasons and solutions for the above-mentioned common glitches in a timely manner can only be effectively solved by understanding the root causes of the problems.
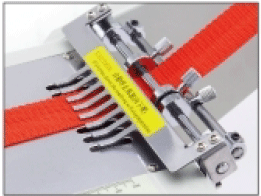
Computer tape cutting machine (cold, hot) JM-120LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and hot knives can be cut. Features ...
View this series of products
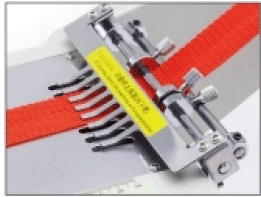
Computer tape cutting machine (cold, hot) JM-120LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and hot knives can be cut. Features high speed: ...
View this series of products
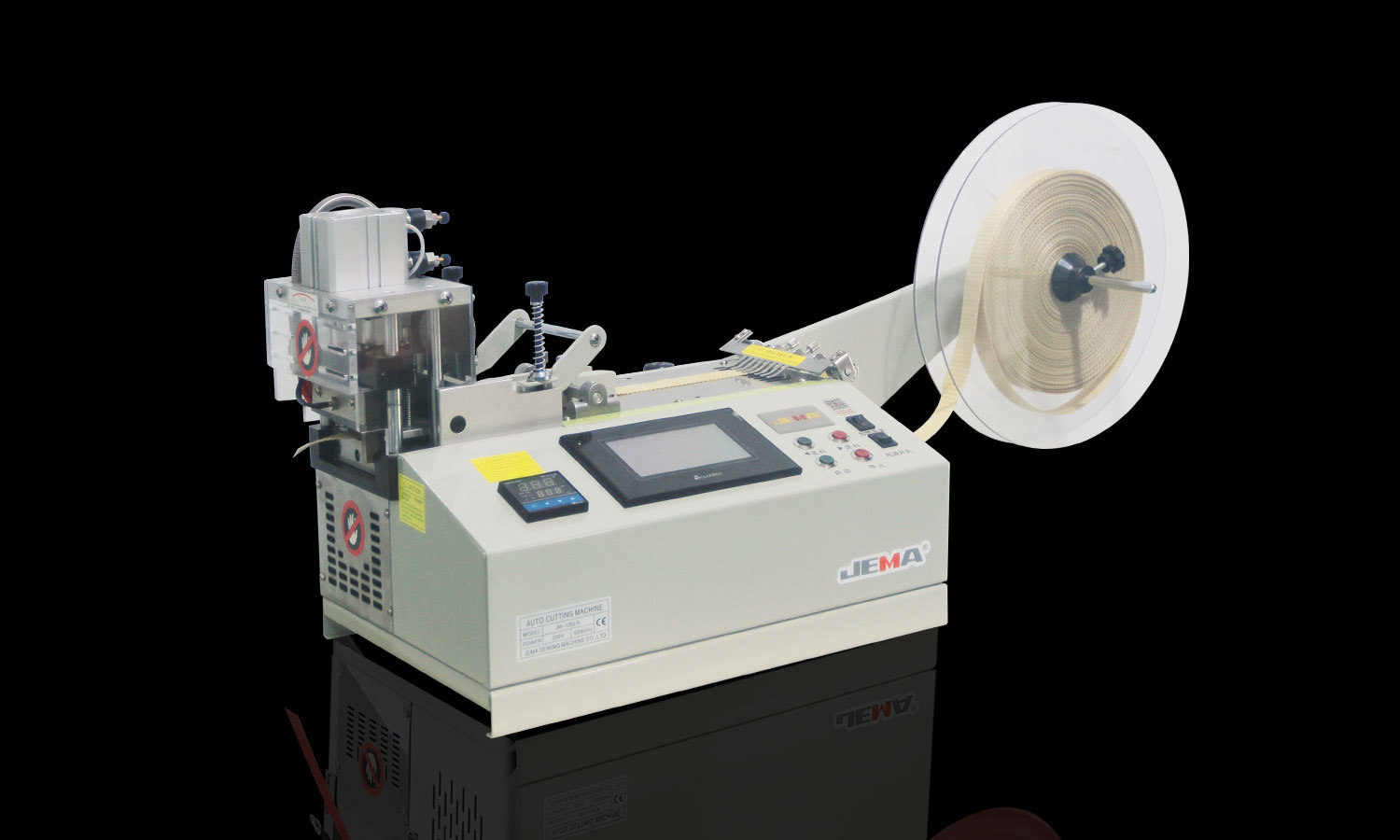
Computer tape cutting machine (cold, hot infrared) JM-120HLR
Fully automatic cutting, simple operation, wide application range and high cutting quality. Features high speed: It can cut 70~90 pieces p...
View this series of products
What are the causes of burrs in laser cutting?
PREV:What are the care methods and precautions for the cutting machine?NEXT:What are the functions of each part of the laser cutting machine?
Recommended Products
-
 JM-130L")
Computerized tape cutting machine (cold knife) JM-130L
Fully automatic cutting, simple operation, wide application range and high cutting quality. ...
-

High-speed computer direct-drive button sewing machine JM-373D / 2377D
Features Quickly adapt to a variety of sewing requirements. Corresponding to the changes in sewing...
-

Cloth cutting machine JM-801A
special function: This sturdy machine is completely used for the manufacture of braided belts....
-

Computer belt feeding machine series JM-300M
Features The fully automatic computerized belt feeder is a new type of multifunctional belt fe...
25 Years specializing in the production of various cutting machines.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Custom Elastic Tape Cutting Machine Manufacturers
