 英语
英语 中文简体
中文简体 西班牙语
西班牙语 越南语
越南语 葡萄牙语
葡萄牙语 土耳其语
土耳其语
In the laser cutting process, the air pressure of the auxiliary gas has a great influence on the cutting result. The auxiliary gas must have enough pressure to completely remove the cutting waste. Generally, when cutting a thicker workpiece, the air pressure should be reduced a little, and the residue that sticks to the workpiece will damage the cutting edge.
Increasing the gas pressure can advance the cutting speed, but after reaching a maximum value, continuing to increase the gas pressure will cause the cutting speed to drop. Under high auxiliary gas pressure, the reason for the reduction of the cutting speed of the laser cutting machine can be attributed not only to the enhancement of the cooling effect of the high airflow speed on the action area, but also to the cooling effect of the intermittent shock wave in the airflow to the cooling effect of the laser action area. interference. The presence of uneven pressure and temperature in the airflow can cause changes in the density of the airflow field. Such a density gradient results in a change in the refractive index within the field, which interferes with the focusing of the beam energy, resulting in refocusing or beam divergence. This disturbance can affect melting efficiency and can sometimes change the mode structure, resulting in reduced cut quality if the beam diverges too much. If the spot is too large, it will even cause serious consequences of not being able to cut effectively.
When we use the fiber laser cutting machine to cut, if we want to cut the product to the most accurate, then we must first understand which aspects will affect the cutting accuracy.
The beam emitted by the laser is tapered, so the slits cut out are also tapered. In this case, the stainless steel with a thickness of 0.4MM will be much smaller than the slit of 3MM. Therefore, the shape of the laser beam depends on a major factor affecting the cutting accuracy of the metal laser cutting machine. Under such conical laser beam conditions, the thicker the workpiece, the lower the accuracy, and therefore the larger the kerf.
The accuracy of the workbench, if the workbench accuracy is uneven or other reasons will lead to high-precision laser cutting effect.
When the conical laser beams are gathered together, they will become smaller and smaller, so the precision of the laser cutting becomes higher and higher, especially the width of the slit becomes smaller and smaller. At this time, the smallest light spot can reach 0.01mm. This is also one of the factors that affect the cutting accuracy of the laser cutting machine.
In this case, the cutting accuracy of different materials is also slightly different. Even if it is the same material, if the composition of the material is different, the cutting accuracy will be different. Therefore, the workpiece material also has a certain influence on the laser cutting accuracy.
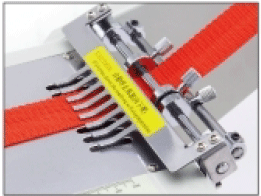
Computer tape cutting machine (cold, hot) JM-120LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and hot knives can be cut. Features ...
View this series of products
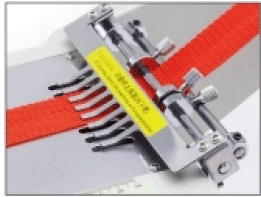
Computer tape cutting machine (cold, hot) JM-120LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and hot knives can be cut. Features high speed: ...
View this series of products
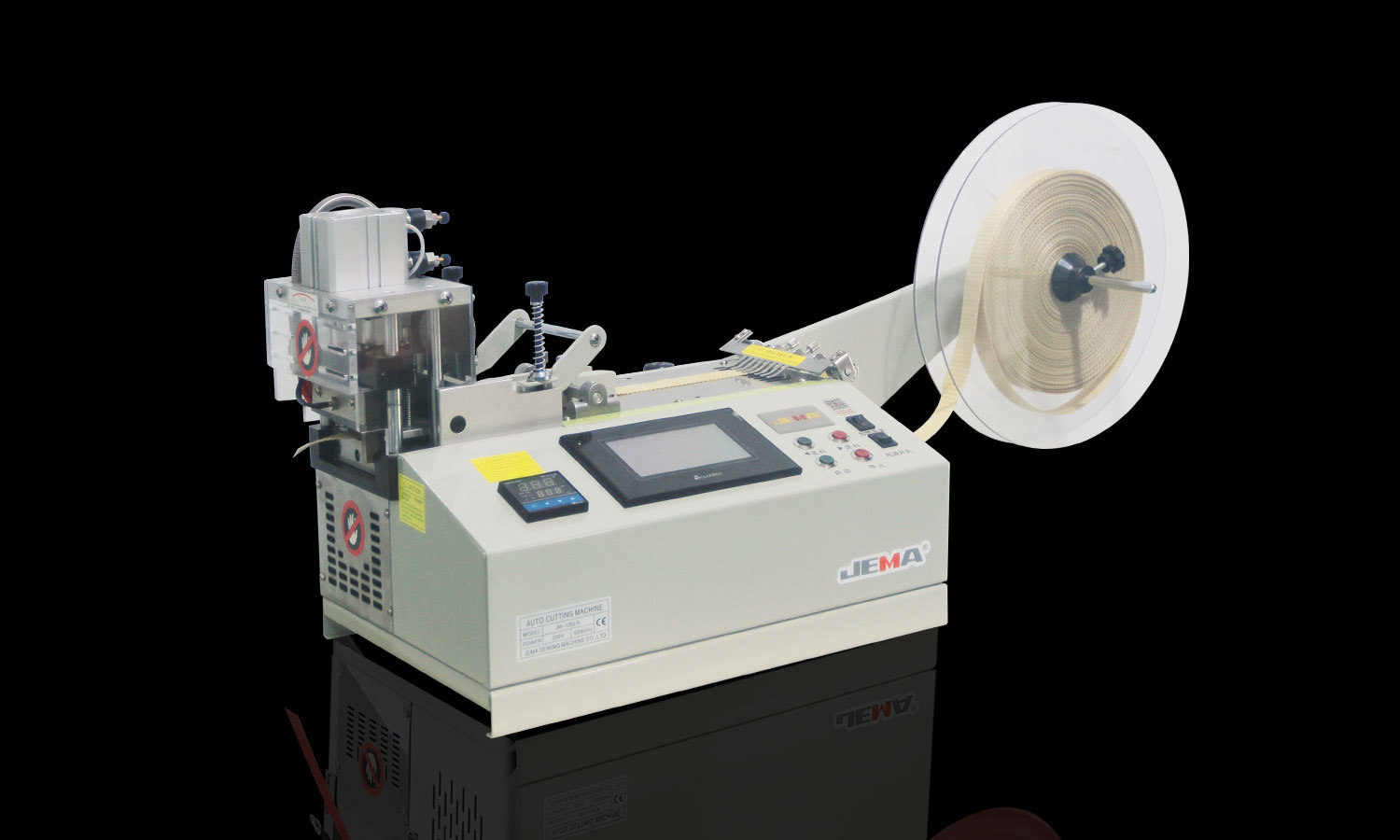
Computer tape cutting machine (cold, hot infrared) JM-120HLR
Fully automatic cutting, simple operation, wide application range and high cutting quality. Features high speed: It can cut 70~90 pieces p...
View this series of products
What is the reason for the continuous cutting during the laser cutting process?
PREV:What materials can the fiber laser cutting machine process?NEXT:What factors affect the cutting quality of laser cutting machines?
Recommended Products
-
 JM-110LR")
Computer tape cutting machine (cold, hot) JM-110LR
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and...
-
 JM-130H")
Computer tape cutting machine (hot knife) JM-130H
Fully automatic cutting, simple operation, wide application range, high cutting quality, cold and...
-

High-speed computer direct-drive button sewing machine JM-373D / 2377D
Features Quickly adapt to a variety of sewing requirements. Corresponding to the changes in sewing...
-

Button sewing machine JM-371
Features It is mainly used for sewing flat buttons with two holes or four holes. If attac...
25 Years specializing in the production of various cutting machines.
©2021 Taizhou JEMA Sewing Machine Co., Ltd. Custom Elastic Tape Cutting Machine Manufacturers
